品牌日本柯尼卡美能達
產地日本進口
光源類型鎢絲燈
重復精度0.1
測量口徑8mm
含光方式SCI
觀察者角度10°
觀測光源D65
測量范圍L*:10-100
測量時間約1秒
光學機構8°/d
供電方式5號電池
日本美能達CR10色差儀維修產品概述(任何問題,請聯系我公司銷售工程師)
 色差儀,廣泛應用于塑膠、印刷、油漆油墨、紡織、印染服裝等行業的顏色管理領域,根據CIE色空間的Lab,Lch原理,測量顯示出樣品與被測樣品的色差△E以及 △Lab值。美能達 CR10 小型色差計燈泡維修是由日本柯尼卡美能達KONICA MINOLTA生產,長沙欣美和儀器有限公司銷售維修的小型色差儀,經久耐用,價格實惠。
色差儀,廣泛應用于塑膠、印刷、油漆油墨、紡織、印染服裝等行業的顏色管理領域,根據CIE色空間的Lab,Lch原理,測量顯示出樣品與被測樣品的色差△E以及 △Lab值。美能達 CR10 小型色差計燈泡維修是由日本柯尼卡美能達KONICA MINOLTA生產,長沙欣美和儀器有限公司銷售維修的小型色差儀,經久耐用,價格實惠。
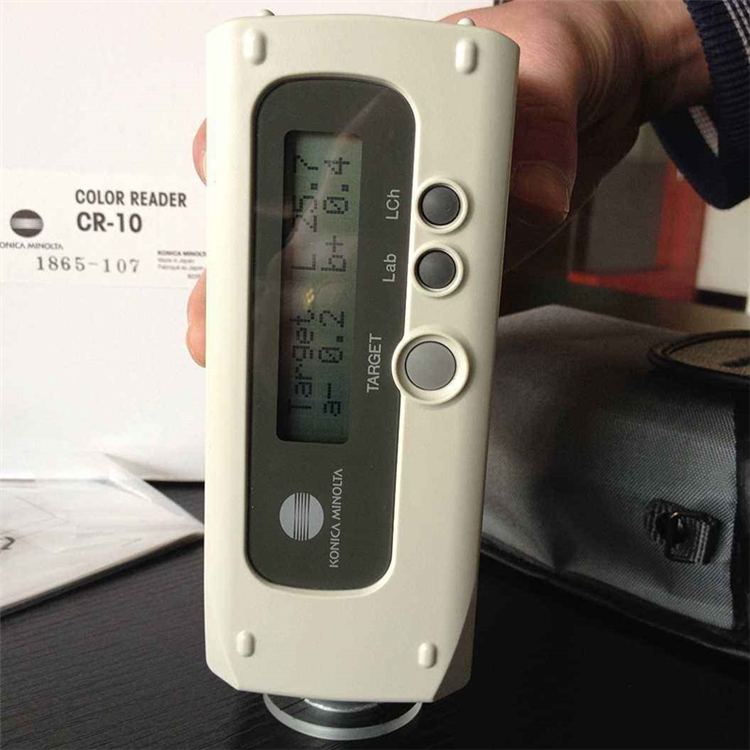
色差儀根據外觀形狀,可以分為:1、手持式色差儀——能直接讀取色差數據,一般不能連電腦,不帶軟件。使用方便、價格便宜,但精度較低。在顏色管理的一般領域使用廣泛。2、便攜式色差儀——又稱便攜式分光測色儀,能直接讀取數據外,還能連電腦,帶軟件。體積較小,便于攜帶,精度較高,價格適中。3、臺式色差儀——又稱臺式分光測色配色儀,一般無讀數顯示,連電腦時使用測色、配色軟件,具有高精度的測色和配色功能,體積較大,性能穩定,價格較高美能達 CR10 小型色差計燈泡維修主要優勢:1、自動比較樣板與被檢品之間的顏色差異,輸出CIE_Lab三組數據和比色后的△E、△L、△a、△b四組色差數據,提供配色的參考方案。2、具有樣品和單次兩種測量模式,滿足不同場所測量的需要,操作簡潔、測量精確。3、儀器為便攜式。有電池和外接電源兩種供電方式,方便實用。4、無需校正,直接測量數據。5、精簡結構設計,使用簡單方便。CR10色差儀的使用說明功能鍵說明POWER(電源鍵) 開啟(I)或關閉(O) TARGET(目標) 刪除現有已經設定的標準顏色及改變/測量新標準顏色。 Lab(色坐標) 設定色差儀以L*a*b* 的方式及色差ΔL*, Δa*, Δb* 顯示顏色及公差ΔE*ab 的方式。 LCh(色坐標) 設定色差計以L*C*h* 的方式及色差ΔL*, ΔC*, ΔH* 顯示顏色及公差ΔE*ab 的方式。 測量鍵 進行測量。 LCD(顯示屏) 顯示測量結果等。 電池倉外殼 4 節五號電池的外蓋。 AC 轉換器接口 用來連接轉換器 AC-A12 的接口。 打印機輸出接口 用作連接打印數據輸出口。
美能達 CR10 小型色差計燈泡維修工作原理:自動比較樣板與被檢品之間的顏色差異,輸出L、a、b三組數據和比色后的△E、△L、△a、△b四組色差數據。△E總色差的大小△L+表示偏白,△L-表示偏黑△a+表示偏紅,△a-表示偏綠△b+表示偏黃,△b-表示偏藍
美能達 CR10 小型色差計燈泡維修符合標準:GB 7973:紙漿、紙及紙板漫反射因數測定法(d/o)。GB 7974:紙及紙板白度測定法(d/o)。GB 7975:紙及紙板顏色測定法(d/o)。ISO 2470:紙和紙板藍光漫反射因數測定方法(ISO白度)。GB 3979:物體色的測量方法。GB 8940.2:紙漿白度測定法。GB 2913:塑料白度試驗方法。GB 1840:工業薯類淀粉測定方法。GB 13025:制鹽工業通用試驗方法,白度的測定。紡織行業標準:化學纖維用漿白度測定方法。GB T/5950:建筑材料與非金屬礦產品白度測量方法。GB 8425:紡織品白度的儀器評定方法。GB 9338:熒光增白劑的白度測定方法。GB 9984.1:工業三聚磷酸鈉白度的測定。GB 13176.1:洗衣粉白度的測定。GB/T 13835.7:兔毛纖維白度試驗方法。GB 4739:日用陶瓷顏料色度測定方法。GB 6689:染料色差的測定,儀器法。GB 8424:紡織品顏色和色差的測定方法。GB 11186.1:涂膜顏色的測量方法。GB 11942:彩色建筑材料色度測量方法。GB 13531.2:化妝品色澤三刺激值和色差△E*的測定。GB 1543:紙的不透明度測定法。ISO 2471:紙和紙板不透明度測定法。GB 10339:紙及紙漿的光散射系數和光吸收系數測定法。GB 12911:紙和紙板油墨吸收性測定法。GB 2409:塑料黃色指數試驗方法。
美能達 CR10 小型色差計燈泡維修特點:小型色差計CR-10是一種體積小巧、電池驅動的手持便攜式色差計,適用于快速色彩控制。先測量目標,然后再測量樣品。一秒鐘后,液晶顯示屏上即會顯現色差值(以L*a*b*和dE*或L*C*H*和dE*表示)。該色差計采用8°方向照明擴散受光方式,測量口徑為8mm,適用于各領域應用。所有測量均在標準的D65光源和10°觀察條件下進行。另外,CR-10可連接外部打印機將測量結果打印出來。
美能達 CR10 小型色差計燈泡維修技術參數:品牌 日本柯尼卡美能達KONICA MINOLTA型號 CR10結構設計 手持式光學結構 8°/d (8°照明/漫射受光)鏡面光成分 SCI照明光源 D65測量口徑 約Φ8mm顯示內容 ?(L*a*b*),?(L*C*h),?E*ab測量范圍 L*:10-100觀察角度 CIE 10°標準觀察者重復性 標準偏差?E*ab0.1以內(條件:測量白色校正板)測量間隔 約1秒存儲器 標準色一組,測量輸入電源 5號電池(×4)或專用電源適配器電池特性 堿錳電池:以10秒間隔測量可測2,000次鎳鎘電池:以10秒間隔測量可測600次操作溫濕度范圍 0°C~40°C,相對濕度80%以下(35°C),無凝露標準配件 軟包CR-A68,保護蓋CR-A72,腕帶CR-73,5號電池×4可選配件 電源適配器AC-A308,打印機連接線CR-A75
美能達 CR10 小型色差計燈泡維修的作用:隨著色差儀的越來越普及,不論在配色、控制生產和成品檢測中,色差儀越來越扮演著重要的角色。 用色差儀參與調色的好處是能根據色差儀提供的數據,參考色品圖,來修正配方,能更快更準確的完成配色的任務。當用戶拿到一個樣品的時候,需要再現出和這個樣品相同的顏色,這個時候需要反復打樣,以前是靠人眼比較所打出的小樣和標準樣品之間的差別,當在允許范圍內時,把工藝交給車間去生產.由于人眼的主觀因素,這個差值很難確定,這時候,可用色差儀測量小樣和標準樣品的差值,根據差值來確定樣品的色差是否符合范圍,這樣可以減小人眼觀測的不確定性。目前,性價比比較高的進口色差儀主要有我公司負責銷售和維修的美能達CR10色差儀。美能達CR10色差計Measure Again錯誤提示
錯誤信息錯誤信息 原因 修正 Measure Again (再次測量) 進行測量時,沒有正確地使用或移動色差計會導致周圍的光束進入測量的孔徑。 再進行測量,確定色差計的測量口輕觸樣品;按測量鍵,切勿移動,直至聽到“嗶”的一聲,表示已完成測量。 Sample Too Dark (樣品顏色太深) 樣品的反射率太低(L*<10)。 樣品的反射率低于(L*<10)時,不能進行測量。 Illumination Error (照明錯誤) 當燈泡的白熱絲損壞時或測量電流發生故障。 請聯絡附近的柯尼卡美能達*服務中心。 注意●色差計CR-10 正常操作溫度在0-40oC(32 - 104oF)之間。不要在超出或低于此范圍情況下使用,同時切勿突然轉變溫度。●切勿將CR-10 放在陽光下直接照射或靠于火爐旁等。●切勿在塵土、煙火或有化學煙霧的環境中使用CR-10。●切勿將CR-10 靠近強磁場,磁性設備等(如大型摩托車或揚聲器)●當CR-10 使用完畢時,切記關掉電源,將POWER 鍵調整至O 位,并將測量頭蓋好。●如使用AC 電源,請購用柯尼卡美能達AC-A12 變壓器配件。●不要使CR-10 受到任何撞擊或震動。
本公司主要經營產品:1、色差儀: 3nh品牌色差儀,KONICAMINOLTA柯尼卡美能達色彩色差計,X-Rite美國愛色麗分光測色儀,德國BYK,德國DATACOLOR等顏色檢測儀器和顏色解決方案;2、標準光源箱:TILO品牌標準光源箱,Verivide英國偉力華對色燈箱,美國X-Rite(原GretagMacbeth格林達麥可貝斯)對色燈箱,PANTONE顏色檢測燈箱3、色卡測試卡:pantone色卡,Ral色卡,ISO/AATCC灰卡,影像測試卡等4、影像測試方案:德國愛莎測試卡,日本DNP燈箱,24色卡,灰階卡5、光澤度儀:BYK授權代理光澤度儀,國產光澤儀6、電子天平:1g 0.1g 0.01g 0.001g0.0001等各種量程的電子秤,電子天平,分析天平。7、染整檢測設備:染色小樣機,小軋車,烘箱,布料裁切機,取樣刀8、涂料試驗設備:光澤度儀,涂層測厚儀,硬度計,沖擊儀,劃格器等http://m.bgzuoye.com